

Rotary shaft seals are used in a host of applications, including many that involve harsh environments or strict compliance with FDA standards. But when should PTFE be used?
Underlip Temperatures and Rotary Shaft Seals
Many engineers do not realize the impact that underlip temperatures can have on seal performance and service life, especially when elastomeric materials are used. Learn why underlip temperature is so important and what you can do to reduce its impact.
What is Underlip Temperature?
Before we can define underlip temperature, we should start out with sump temperature, which refers to the temperature of the oil/lubricant. The lip of an oil seal moves across a very thin meniscus of oil. Some friction exists between the seal lip and the shaft which can generate enough heat to increase the temperature under the lip of the seal. This temperature at the point where the seal lip and shaft make contact is referred to as the underlip temperature and it can be higher than the sump temperature, especially for higher shaft speeds.
Why Underlip Temperature is Important
If the seal lip material does not possess good thermal conductivity, the heat generated can raise the underlip temperature high enough to exceed the operating temperature limits of the seal. This will result in accelerated wear and eventual seal failure. Signs of such a problem might be a seal lip that is …
- Cracked
- Blistered
- Hardened
That is why it is important to use the estimated underlip temperature, as opposed to the sump temperature, as the expected operating temperature for a seal.
Estimating the Underlip Temperature
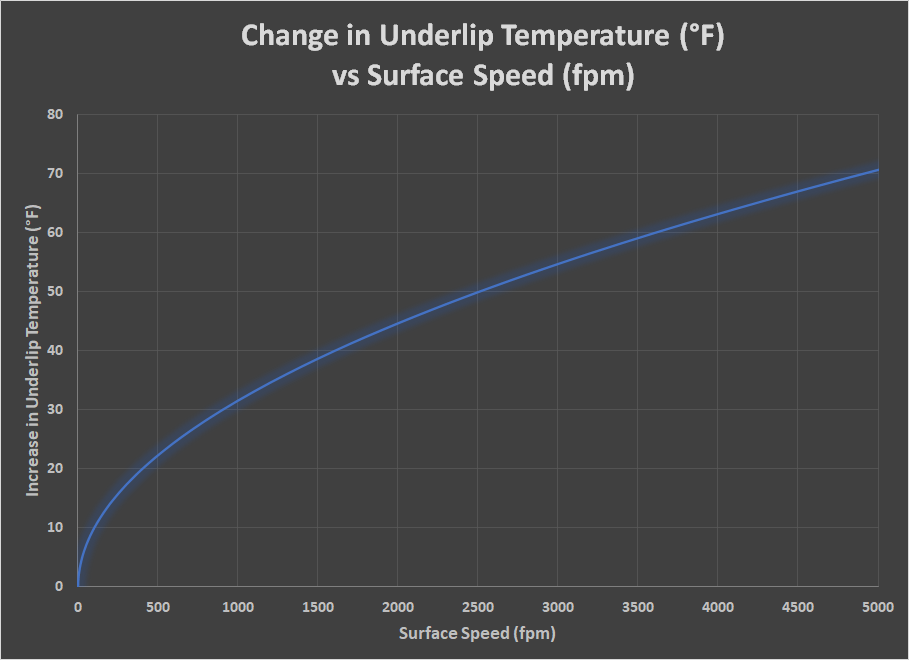
The underlip temperature is related to the friction between the seal and the shaft as well as the shaft speed. One way to estimate the increase in underlip temperature (in degrees Fahrenheit) based on shaft speed is to take the square root of the shaft seal speed in feet per minute.
![]()
Before we look at an example, remember that …
![]()
Example 1
Suppose you need to estimate the increase in underlip temperature for a shaft rotating at 2500 fpm. The associated increase in underlip temperature would be ….

Example 2
If a 3” shaft is rotating at 2500 rpm and the sump temperature is 150°F, what would the underlip temperature be?
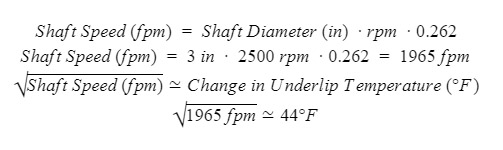
If the sump temperature is 150°F, then the underlip temperature is the sump temperature + the change in underlip temperature …
150°F + 44°F = 194°F
Faster Estimate
There is a faster way to estimate the underlip temperature, but it is not nearly as accurate: add 20°F for every 1000 rpm of shaft speed. However, the applicability of this estimate is limited to sump temperatures less than 210°F.
What Influences an Increased Underlip Temperatures
The underlip temperature is a function of several different characteristics. These include …
- Shaft speed
- Shaft size
- Surface condition of the shaft
- Friction between the shaft and seal
- Thermal conductivity of the seal lip material
- Oil level
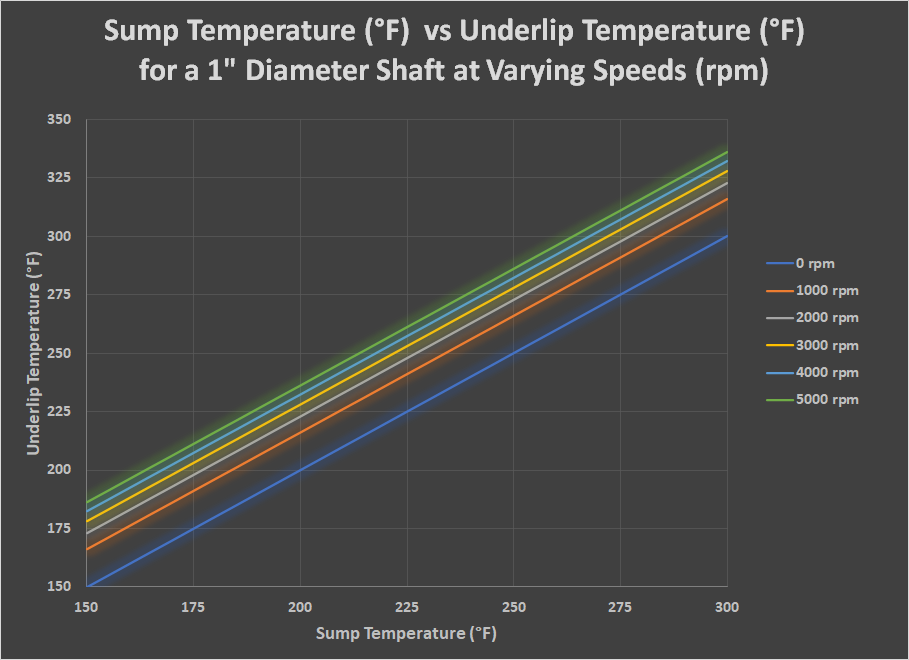
In the chart below, you can see how the underlip temperature increases as the rotational shaft speed increase for a 1” diameter shaft. Even for a relatively small shaft, the increase in underlip temperature is significant.
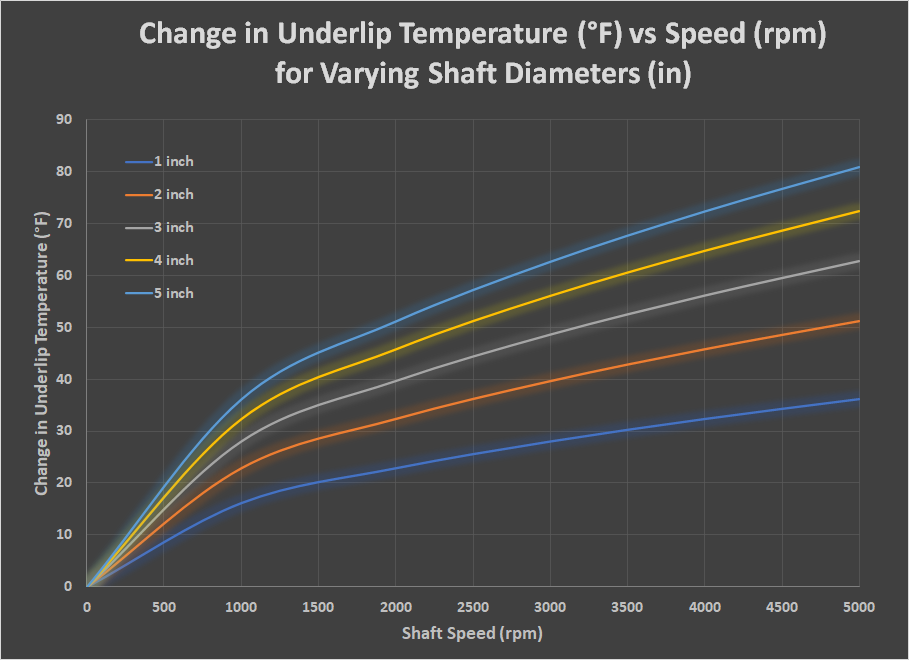
In this next chart, it is evident how the change in underlip temperatures varies significantly as a function of shaft speed and diameter. In particular, notice that the upper limit for a 5-inch shaft rotating at 5000 rpm can lead to a 90°F increase in underlip temperature.
When specifying a seal for a specific application, the engineer has control over the surface condition of the shaft, the friction between the shaft and the seal, and the thermal conductivity of the seal lip material.
Reducing the Change in Underlip Temperatures
A smoother shaft combined with a low-friction seal lip material reduces the amount of heat generated at the point of contact, which can help reduce the increase in underlip temperature.
Furthermore, a material with high thermal conductivity will be more likely to conduct generated heat away from the seal lip, further reducing the increase in underlip temperature.
Conclusion
Polymer seal lip materials such as PTFE and PEEK provide reduced friction, higher thermal conductivity, and better performance at high temperatures than their elastomeric counterparts when used in rotary shaft seals. When elastomeric seals are exhibiting signs of failure due to high underlip temperatures (i.e., cracking, blistering, hardening), then it may be time to consider a change in seal lip material.
At Advanced EMC, our rotary shaft seal experts can help you troubleshoot the cause of premature seal failure and advise you on the best choice of material for your application. Contact us today for more information.
- « Previous Page
- 1
- …
- 71
- 72
- 73
- 74
- 75
- …
- 190
- Next Page »