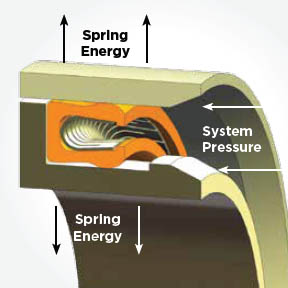
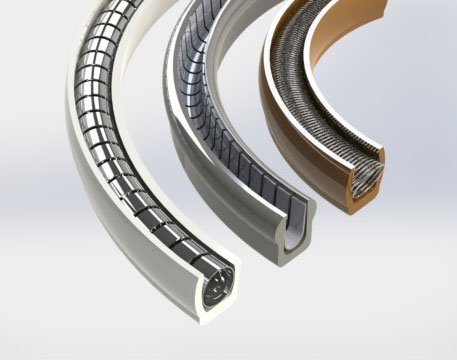
Most failures blamed on PTFE actually originate in the spring. This blog post discusses the load-management system and key features of spring-energized seals for canted coil springs, V springs, cantilever springs, helical springs, and coil springs.
Canted Coil Springs (Slant Coil Springs)

These springs are wound so that individual coils are set at an angle to the longitudinal axis. They are highly versatile and often used for dynamic sealing applications. Their key feature of canted coil springs is the flat load curve they provide. These spring energizers generate a nearly constant force across a wide deflection range. The constant force allows precise control over friction and torque, making these spring energizers ideal for applications where these factors are critical. Canted coil springs are also unlikely to experience compression set.
Canted coil spring energizers work best in moderate to high-speed rotary applications. Beyond sealing, their unique design allows them to serve as mechanical connectors (latching/locking), EMI/RF shields, and multi-point electrical conductors.
V Springs (V Ribbon Springs)
The V spring is a general-purpose, cantilever-type energizer. They offer an excellent balance of performance and cost-effectiveness. In addition, V springs provide a moderate load over a wide deflection range. They function well in both static and dynamic applications, including those involving rotary or reciprocating motion.
V springs are frequently recommended for severe service conditions, including vacuum pressures and cryogenic temperatures. V spring energizers are often a preferred choice for harsh operating environments.
Cantilever Springs (Finger Springs)
Often referred to as finger springs, these spring energizers feature a V-shaped cross-section and are distinguished by a linear load curve, meaning the force increases linearly with deflection.
The load is concentrated at the very front edge of the seal lip, which provides positive wiping action and makes them particularly effective for exclusion and scraping applications. They also generate extremely low friction.
Cantilever spring energizers are well-suited for sealing viscous media. They are typically found in low to medium-speed applications, such as hydraulic cylinders, pumps, compressors, and shocks.
Helical Springs (Helical Flat / Compression Springs)

Helical springs consist of a wound ribbon of metal and are characterized by a high load-versus-displacement curve. Because they produce a very high unit load with a small deflection range, helical springs provide tight, reliable sealing. They are well-adapted for sealing light gases and liquids.
Helical springs are generally limited to static, slow-dynamic, or intermittently dynamic applications because friction and wear are less of a concern than seal reliability. These spring energizers are often used in pipe flanges and crush jackets where the seal must embed into surface irregularities. Experts highly recommend helical configurations for cryogenic applications.
Coil Springs (Spiral Pitch Springs)
When many people visualize a spring-energized seal, they picture this wire coil type. These spring-energizers actually perform best in high-pressure, medium-speed applications and are known for their low friction.
Spring Materials
The performance of spring-energizers is also dependent on the material selection. The material selection is primarily determined by the chemical and thermal environments involved. At Advanced EMC, we recommend one of the following spring materials:
- Stainless Steel (300 Series, 17-7 PH, 301/304): Common for general-purpose and cryogenic applications
- Hastelloy: Recommended for highly corrosive media
- Elgiloy: Used for high heat, corrosive environments, and salt water
- Inconel: Used in severe environments and cryogenic applications
Conclusion
When spring-energized seals fail, the problem is often not the jacket, but the spring. Knowing about load consistency, deflection behavior, and how that force is delivered over time is key to deflection, friction, wear, and whether a seal actually survives its operating environment.
At Advanced EMC, spring-energized seals are engineered as complete systems, not just components. Our team will assist you from spring selection to geometry and material pairing, aligning the seal design with real-world conditions. If you are troubleshooting a failure or designing for demanding service, contact Advanced EMC today.