Exploring Advanced Technical Targeted Solutions for Ball Valve Seats and Sealing Issues
In the realm of industrial applications, ball valves play a crucial role in regulating the flow of various fluids. Whether it’s managing the flow of gases, liquids, or steam, the reliability and efficiency of these valves are paramount. A key component of these valves is the seat, which ensures a proper seal and prevents leakage. Over time, the industry has developed several advanced materials and techniques to address the unique challenges posed by ball valve applications. This article delves into these technical targeted solutions, emphasizing the importance of material selection, design considerations, and innovative sealing technologies.
The Significance of Ball Valve Seats
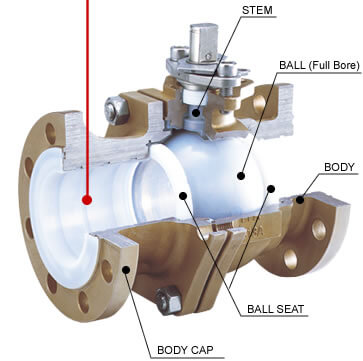
Ball valves, by their design, rely heavily on the seats to provide a reliable seal. The seat in a ball valve is responsible for ensuring that when the valve is closed, there is no leakage, regardless of the pressure or type of fluid involved. A poorly designed or inadequately maintained seat can lead to significant operational failures, including leaks, pressure drops, and even catastrophic failures in critical systems.
Material Selection for Optimal Performance
The choice of material for ball valve seats is perhaps the most critical factor in ensuring the longevity and effectiveness of the valve. Traditional materials like elastomers have been widely used; however, they come with limitations, especially in high-pressure or high-temperature environments.


PTFE (Polytetrafluoroethylene): One of the most commonly used materials for ball valve seats is PTFE. It’s highly inert, meaning it does not react with most chemicals, making it ideal for applications involving corrosive fluids. PTFE also has a low coefficient of friction, which means it requires less force to operate, reducing wear and tear on the valve components. However, PTFE has limitations in terms of mechanical strength and is susceptible to deformation under high pressure and temperature conditions.
PEEK (Polyetheretherketone): For more demanding applications, PEEK has emerged as a superior alternative. PEEK offers excellent resistance to both high temperatures and pressures, making it suitable for applications where PTFE might fail. Additionally, PEEK’s mechanical properties allow it to maintain its shape and sealing integrity even in extreme conditions, such as those found in the oil and gas industry.

Design Considerations in Valve Seats
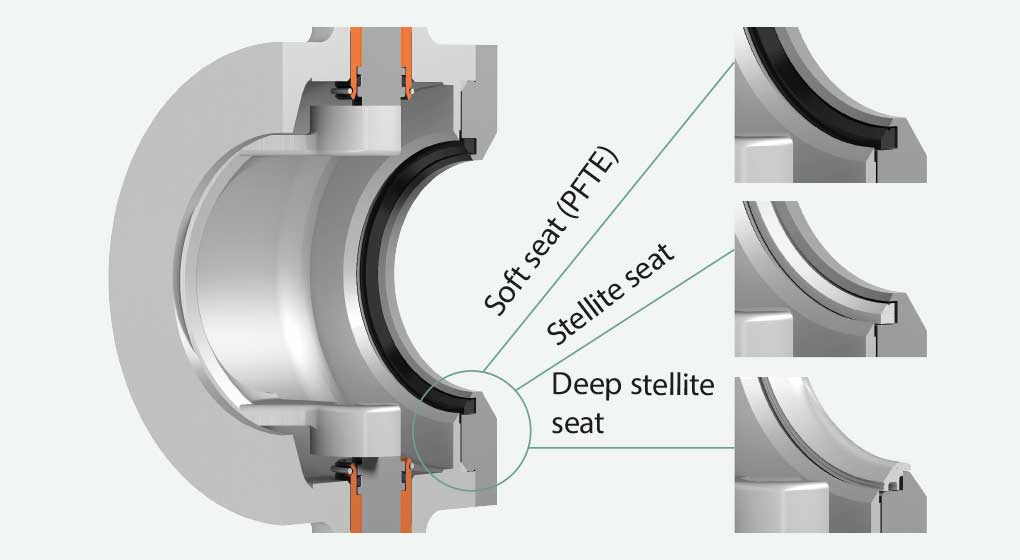
Beyond material selection, the design of the valve seat plays a pivotal role in ensuring its effectiveness. Factors such as the shape of the seat, the surface finish, and the presence of any energizing elements can significantly impact the performance of the valve.
Surface Finish and Contact Stress: The surface finish of the ball valve seat must be meticulously controlled to ensure that the contact stress between the ball and the seat is evenly distributed. Uneven stress can lead to premature wear and potential leakage. Advanced EMC Technologies, for instance, emphasizes the importance of achieving an optimal surface finish to maximize sealing performance. The company has developed specialized PTFE compounds that are engineered to provide a uniform surface finish, enhancing the overall reliability of the valve.
Energized Seals: In applications where the standard seat design may not provide adequate sealing, energized seals can be employed. These seals incorporate a spring or other mechanisms to maintain contact between the ball and the seat, even under fluctuating pressure conditions. Energized seals are particularly useful in applications involving cryogenic temperatures or high-pressure steam, where the standard PTFE seats may not perform adequately.
Innovative Sealing Solutions for Critical Applications
In industries such as oil and gas, chemical processing, and nuclear power, the demands on ball valve seats are exceptionally high. The potential for catastrophic failure requires that every component, including the valve seats, is engineered to the highest standards.
Advanced PTFE Compounds: To meet these demands, new PTFE-based compounds have been developed. These compounds offer enhanced performance characteristics, such as improved wear resistance, higher temperature tolerance, and better chemical compatibility. For instance, Advanced EMC’s Fluorolon 1034 is a PTFE compound that includes carbon graphite, offering superior performance in steam and thermal oil applications.


Metal and Ceramic Seats: For applications where polymer seats may not provide the necessary durability, metal and ceramic seats offer an alternative. These materials are particularly useful in abrasive environments where the flow of particulates could damage softer materials like PTFE. However, the use of metal or ceramic seats requires careful consideration of the valve’s operating conditions, as these materials are typically less forgiving in terms of sealing performance.
Application-Specific Solutions
No two applications are exactly alike, and as such, the solutions for ball valve seats must be tailored to the specific needs of the industry and the operating environment.
Cryogenic Applications: For applications involving extremely low temperatures, such as those in the cryogenic industry, specialized materials like PCTFE (Polychlorotrifluoroethylene) are used. PCTFE offers excellent performance at temperatures as low as -450°F, making it ideal for sealing applications involving gases like hydrogen, oxygen, and nitrogen.


High-Pressure Steam: In applications involving high-pressure steam, where the operating temperature can exceed the limits of standard PTFE, modified PTFE compounds or metal seats may be employed. These materials are designed to withstand the thermal expansion and pressure fluctuations that are typical in steam systems.
Chemical Processing: The chemical processing industry often requires materials that are resistant to a wide range of aggressive chemicals. Advanced EMC Technologies provides a range of PTFE and PEEK-based materials that are compatible with the harsh environments found in chemical plants. These materials are engineered to provide long-term reliability, even in the presence of corrosive acids and bases.


The advancement in materials and design for ball valve seats has significantly enhanced the reliability and performance of these critical components. From the selection of materials like PTFE and PEEK to the incorporation of advanced sealing technologies, the industry continues to evolve, providing solutions that meet the ever-increasing demands of modern industrial applications. As the need for more reliable and efficient systems grows, so too will the innovation in ball valve seat materials and designs.
FAQs
- What are the key benefits of using PTFE in ball valve seats? PTFE offers high chemical inertness, low friction, and a wide temperature application range, making it ideal for various industrial applications.
- Why is PEEK considered superior to PTFE in certain applications? PEEK provides better mechanical strength, higher temperature tolerance, and superior pressure resistance, making it suitable for more demanding environments.
- How do energized seals improve ball valve performance? Energized seals maintain constant contact between the ball and the seat, ensuring reliable sealing even under fluctuating pressure and temperature conditions.
- What challenges do metal and ceramic seats address in ball valves? Metal and ceramic seats are ideal for abrasive environments where softer materials like PTFE may fail due to wear from particulates in the fluid.
- What materials are best suited for cryogenic applications? PCTFE is commonly used in cryogenic applications due to its excellent performance at extremely low temperatures.
- What are the considerations when choosing a seat material for high-pressure steam applications? For high-pressure steam, materials with high thermal stability and resistance to thermal expansion, such as modified PTFE or metal seats, are recommended.