
Encapsulated O-rings occupy a narrow but critical niche in chemical service sealing. These O-rings are usually specified when elastomeric solutions lack chemical compatibility against aggressive chemicals, but solid PTFE O-rings lack elasticity. Industries such as chemical processing, semiconductor manufacturing, pharmaceutical systems, and specialty fluid handling all involve problematic combinations of aggressive media, temperature variation, and intermittent pressure. These applications often require an encapsulated O-ring.
This blog post explains why encapsulated O-rings work so well for chemical service, and then continues with a discussion of jack material tradeoffs, why a system-level view of O-rings is important, and then continues with a discussion of permeability, compression set, and the complications involved in vacuum conditions.
Why Encapsulated O-Rings Are Commonly Specified for Chemical Service
Fluoropolymers such as FEP, PFA, and PTFE providea very broad chemical resistance across media such as acids, bases, solvents, and oxidizers. However, when used alone, these materials have low modulus recovery and are extremely susceptible to issues like creep and stress relaxation. Encapsulated O-rings, on the other hand, bridge this gap by pairing a chemically inert fluoropolymer jacket with an internal energizing core that supplies sealing force.
The result is not a chemically inert O-ring, but rather a hybrid sealing system. The resulting system, when correctly engineered, can help strike that delicate balance between chemical compatibility, consistent contact stress, and dimensional stability.
Encapsulated O-Rings: Jacket + Core System
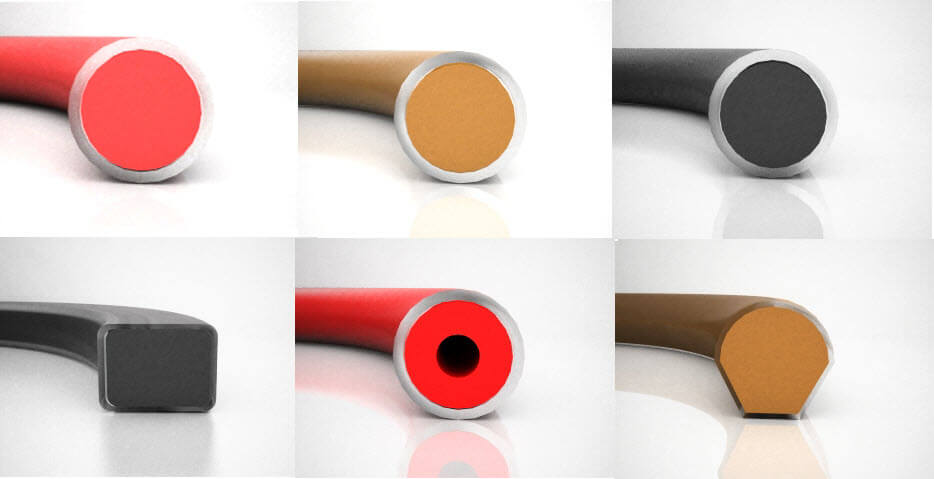
Encapsulated O-rings are composite assemblies: the fluoropolymer jacket provides chemical isolation and surface characteristics, while the core is responsible for contact stress, recovery, and dimensional tolerance.
The jacket limits the core’s ability to energize the seal, which is the primary factor that makes these O-rings extremely effective. The core compensates for factors such as jacket creep, surface irregularities, and pressure fluctuations.
Failure to account for the interaction between the core and the jack leads to seals that are chemically compatible but mechanically unstable, however. A system-level view like this is essential when selecting encapsulated O-rings for chemical service, particularly in long-duration or safety-critical applications.
Jacket Material Tradeoffs: FEP, PFA, and PTFE
The jacket material serves as the main barrier between the process media and the internal core. In addition, it exerts a dominant influence on seal stiffness, installation force, and recovery behavior.
FEP is widely regarded as the industry standard for encapsulated O-rings. This material offers a combination of excellent chemical resistance, relatively low stiffness, and good flexibility at moderate temperatures. These characteristics of FEP make it an excellent choice for general chemical service where sealing force is limited and good dimensional compliance is necessary.
PFA is another option that provides similar chemical resistance to FEP but also provides better thermal stability and resistance to fatigue cracking at elevated temperatures. FEP has a higher melt strength and reduced permeability, both of which make it attractive for hot chemical service or applications with repeated thermal cycling. However, these benefits come at the cost of increased stiffness compared to FEP.
PTFE jackets offer the highest temperature capability and the lowest permeability among the three materials discussed. These jackets also exhibit the greatest stiffness and lowest compliance. PTFE-encapsulated O-rings usually require significantly higher gland squeeze to achieve the necessary sealing force. These factors can be problematic in low-pressure systems or designs with limited hardware stiffness.
Also, keep in mind that as jacket stiffness and thickness increase, chemical impermeability and vacuum resistance improve. At the same time, the ability of the core to energize the seal is going to be significantly reduced. Jacket hardness, wall thickness, and gland geometry must be accounted for together to avoid under-energized or over-compressed seals.
Permeability
Fluoropolymers are chemically resistant but not impermeable. Small molecules can diffuse through them over time because of concentration gradients, temperature differentials, and pressure differentials.This is problematic in applications involving solvents, gases, or sustained exposure at elevated temperatures. Among the jacket materials discussed, PTFE generally exhibits the lowest permeation rates, followed by PFA, with FEP being the most permeable.
Permeation can lead to core swelling, blistering during depressurization, or distortion of the jacket. In some cases, these effects are merely cosmetic. In others, they compromise the geometry of the seal and contact stress, leading to leakage or mechanical failure. Fortunately, there exist design strategies to manage permeation. These strategies include selecting lower-permeability jackets, increasing wall thickness, limiting temperature exposure, or transitioning to spring-energized cores that are less sensitive to swelling.
Compression Set
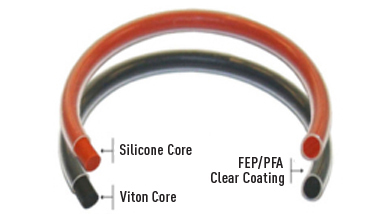
The core is responsible for maintaining the sealing force as the jacket creeps and relaxes. Elastomeric cores (e.g., silicone or fluoroelastomer) are often used because of their resilience and ease of manufacture. There is another option: spring-energized cores that replace elastomer recovery with mechanical force. The use of metal springs leads to a highly consistent load across wide temperature ranges and eliminates the problem of compression set. Spring-energized O-rings are effective in high-temperature chemical service, long dwell applications, and systems that experience frequent pressure cycling.
Vacuum Conditions
Encapsulated O-rings face some unique challenges in vacuum service. Outgassing from elastomeric cores can contaminate vacuum environments. Permeation through the jacket, usually driven by high pressure differentials, can lead to leaks. Then, at low differential pressures, stiff fluoropolymer jackets may collapse or lose conformity to the gland walls.
Proper gland geometry is essential.
Excessive squeezing will increase both creep and cold flow. Insufficient squeeze, though, results in a loss of contact stress under vacuum. Encapsulated O-rings can perform well in moderate vacuum environments, but high and ultra-high vacuum applications often require alternative sealing technologies or design modifications such as spring-energized PTFE seals.
Conclusion
Encapsulated O-rings are not drop-in replacements for elastomer O-rings. They are complex sealing systems whose performance depends on considering the interaction between jacket material, permeability, core behavior, and the operating environment.
By engaging seal specialists early in the design process, it becomes much easier to align material selection, gland geometry, and operating conditions for a successful O-ring seal.
For applications involving aggressive chemicals, thermal cycling, or vacuum exposure, Advanced EMC is an expert in evaluating encapsulated O-ring designs and navigating the tradeoffs inherent in chemical service sealing. Contact us today!

