
Encapsulated O-rings bridge the gap between chemical resistance and elastic sealing force. In this blog post, we discuss what an encapsulated O-ring is, why it is used, its design, and where it is used.
What are Encapsulated O-Rings?
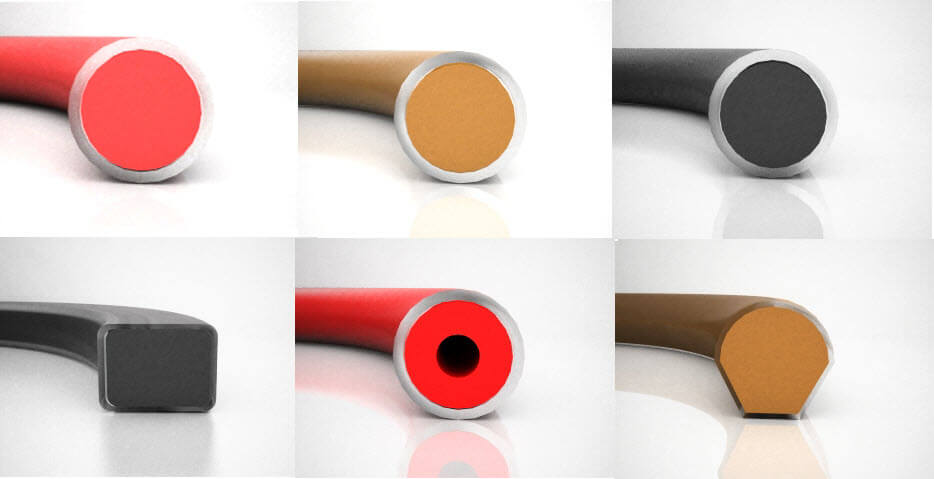
Encapsulated O-rings have a fluoropolymer jacket that protects an internal energizing element (usually an elastomer or a spring energizer). They successfully combine the chemical resistance and thermal performance of engineering fluoropolymers with the elastic recovery of an inner core, allowing them to serve as a successful sealing solution in operating environments that are too harsh for traditional elastomeric O-rings.
Why Use Encapsulated O-Rings
Encapsulated O-rings offer several key features, beginning with their excellent chemical compatibility with a very wide range of aggressive fluids and gases. They also provide excellent temperature capabilities that are well beyond those of conventional elastomers. The use of a fluoropolymer jacket also means that there will be less permeation, swelling, and degradation. Finally, encapsulated O-rings offer long-term sealing reliability in both static and low-speed dynamic applications.
Encapsulation Approach
Encapsulating Material
The most common jacket materials used for encapsulation are FEP or PFA .
| Property | FEP (Fluorinated Ethylene Propylene) | PFA (Perfluoroalkoxy) |
| Chemical Resistance | Excellent chemical resistance; suitable for most aggressive acids, bases, and solvents | Near-universal chemical resistance, comparable to PTFE, including highly aggressive media |
| Temperature Range | Typically −200 °C to +205 °C (−328 °F to +400 °F) | Typically −200 °C to +260 °C (−328 °F to +500 °F) |
| Elasticity / Flexibility | More flexible than PTFE; performs well in thin-wall encapsulations | Slightly stiffer than FEP but more flexible than PTFE |
| Melt Processability | Fully melt-processable; easily extruded and encapsulated | Fully melt-processable; allows precise, uniform encapsulation |
| Jacket Manufacturing | Well suited for seamless encapsulation around elastomer or spring cores | Suitable for seamless encapsulation, though processing is more demanding |
| Permeation Resistance | Very low permeability | Extremely low permeability, lower than FEP |
| Surface Finish | Very low coefficient of friction; smooth and consistent | Very low coefficient of friction; excellent surface finish |
| Seal Conformability | Good conformability due to jacket flexibility | Moderate conformability; relies more on core energization than FEP |
| Typical Use in Encapsulated O-Rings | Most common jacket material due to flexibility and ease of processing | Used for higher-temperature or more chemically aggressive applications |
| Cost Considerations | Generally more cost-effective | Higher material and processing costs than FEP |
Encapsulation Thickness
The thickness of the jacket has a significant impact on the performance of the encapsulated O-ring. A thinner jacket means increased flexibility and conformability, as well as better sealing at low compression loads. A thicker jacket provides better chemical protection and resistance to permeation, but also means reduced flexibility and the need for a higher sealing force.
It is important to balance the thickness with application requirements, including pressure, temperature, media aggressiveness, and gland design.
The jacket needs to be sufficiently thick to resist creep, deformation, and intrusion, as well as permeation and chemical resistance. In addition, the thickness must align with the tolerances, gland dimensions, and required compression. The jacket thickness must also account for thermal expansion over the operating temperature range.
Seamless or Split Encapsulated O-rings
Another factor in the design of encapsulated O-rings is the manufacturing method used, either seamless or split encapsulation. The difference between the two directly affects sealing reliability. Seamless encapsulation forms a continuous jacket around the internal energizing core. This eliminates joints or weld lines that could become leak paths or chemical ingress points.
Split encapsulation, on the other hand, uses a longitudinal seam that is closed after assembly. This makes installation easier but can introduce a potential weak spot under pressure, vacuum, or thermal cycling. For more demanding applications involving aggressive chemicals, vacuum service, or pressure fluctuations, the seamless encapsulation method is generally preferred because it provides more uniform sealing performance and improved long-term durability.
Internal Core
Elastomer cores are commonly used in encapsulated O-rings for applications operating within moderate temperature and pressure ranges. Silicone or fluorocarbon elastomers have excellent elasticity and good initial compression recovery. This allows the seal to conform to minor surface imperfections. While cost-effective and suitable for many static sealing applications, elastomer cores are more susceptible to compression set and loss of resilience at temperature extremes.
Materials such as 302 stainless steel, FKM, or EPDM spring-energized cores are used when elastomers cannot reliably perform. This usually occurs in operating conditions that include extreme temperatures, vacuum conditions, or long service life requirements. By replacing elastomers with metal springs, these designs deliver consistent sealing force across a wide temperature range and maintain contact pressure even in vacuum or low-pressure environments. This makes spring-energized encapsulated O-rings well suited for critical static sealing applications where long-term reliability is essential.
Where Encapsulated O-Rings are Used
Encapsulated O-rings are often used in chemical processing systems where aggressive acids, solvents, and corrosive fluids are present. The fluoropolymer jackets provide excellent chemical resistance, which makes them a reliable choice for harsh media handling and long service intervals. In pharmaceutical and sanitary systems, encapsulated designs are desirable when cleanability, low contamination risk, and consistent sealing performance are necessary.
In aerospace and vacuum applications, encapsulated O-rings are able to maintain sealing integrity across extreme temperatures and low-pressure conditions . In addition, they are a critical sealing solution in semiconductor manufacturing and other high-purity processes, that require excellent performance with regard to outgassing, extractables, and chemical compatibility.
These O-rings are used with valve stems, flanges, joints, swivels, pumps, turbo expanders, and waterless fracking.
Conclusion
Encapsulated O-rings are an excellent option for applications that involve aggressive chemicals, wide temperature ranges, or high-purity environments that cause conventional elastomers to swell, degrade, or contaminate the system. If you are in the market for encapsulated O-rings, contact Advanced EMC today. Our team of sealing specialists are happy to work with you in finding the right solutions for your design needs.
