In the realm of high-performance machinery, the efficiency and reliability of sealing solutions are paramount. Among the various types of seals available, PTFE (Polytetrafluoroethylene) Rotary Shaft Seals stand out due to their superior performance characteristics. At Advanced EMC Technologies, we specialize in delivering top-tier PTFE Rotary Shaft Seals that cater to the rigorous demands of high-performance machinery. In this article, we explore why these seals are indispensable for achieving optimal machinery performance.
PTFE (Polytetrafluoroethylene)
Exceptional Benefits:
-
Outstanding Chemical Resistance:
PTFE Rotary Shaft Seals are renowned for their exceptional resistance to a wide range of chemicals. This makes them ideal for use in harsh environments where exposure to aggressive chemicals is a concern, ensuring long-lasting performance and reliability. -
Broad Temperature Tolerance:
With an operational temperature range of -40 to +220°C, PTFE seals are capable of performing reliably in extreme temperature conditions. This wide temperature tolerance makes them suitable for applications that involve both high and low-temperature environments. -
High-Speed Capability:
Designed to handle peripheral speeds up to 30 m/s, PTFE Rotary Shaft Seals are perfect for high-speed applications. Their ability to maintain effective sealing at such speeds ensures the smooth operation of high-performance machinery. -
Pressure Stability:
These seals can withstand pressures up to 15 bar, making them suitable for high-pressure applications. Their pressure stability is critical for maintaining a tight seal and ensuring the efficient operation of machinery. -
Versatility in Lubrication:
PTFE Rotary Shaft Seals are effective in both insufficient lubrication and dry running conditions. This versatility allows them to adapt to various operational scenarios, reducing the risk of seal failure and enhancing overall machinery reliability. -
High Wear Resistance:
The sealing lip of PTFE seals is engineered to offer high wear resistance, which is essential for applications involving continuous friction and movement. This wear resistance extends the service life of the seals, reducing maintenance needs and downtime. -
Low Friction:
PTFE seals exhibit low friction and breakaway forces, which enhances the efficiency of the machinery. The reduction in friction not only improves performance but also minimizes energy consumption, contributing to overall cost savings. -
Customizable Designs:
The flexibility in lip design allows for customized sealing solutions tailored to specific application requirements. This customization ensures that each PTFE Rotary Shaft Seal provides optimal performance for the machinery it serves.
GET TO KNOW ADVANCED EMC TECHNOLOGIES AND OUR VARIOUS PRODUCTS
🔬 THE FASCINATING JOURNEY OF POLYTETRAFLUOROETHYLENE (PTFE) 🧪
Key Applications:
The superior performance characteristics of PTFE Rotary Shaft Seals make them essential for a variety of high-performance applications, including:
-
Screw Compressors and Rotary Compressors:
Ensuring reliable sealing in high-speed and high-pressure environments. -
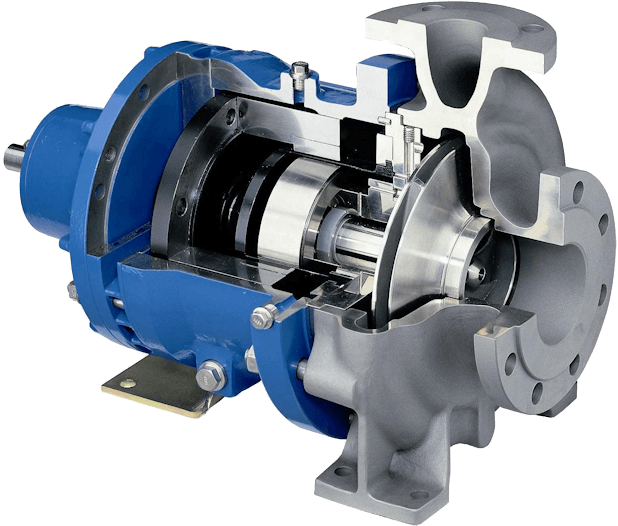
Pumps and Blowers:
Providing effective sealing solutions for fluid handling and air movement systems. -
Centrifuges and Machine Tools:
Enhancing the performance and longevity of equipment subjected to rigorous operational conditions. -
Automotive and Aerospace Industries:
Offering dependable sealing solutions for critical components in vehicles and aircraft. -
Food Processing and Medical Equipment:
Ensuring safe and hygienic sealing in environments where cleanliness is crucial.
🚀ADVANCED SEALS FOR CRYOGENIC HYPERGOLIC BIPROPELLANTS
SEALS IN SPACE: THE UNSUNG HEROES OF ROCKETRY
Engineering Excellence:
Advanced EMC Technologies utilizes a specialized molding process to achieve radial contact pressure in PTFE Rotary Shaft Seals. An O-Ring is incorporated as an internal seal to prevent leakage and enhance internal tightness. Our commitment to using high-quality materials ensures that each seal meets the highest standards of performance and durability.
ABOUT ADVANCED EMC TECHNOLOGIES
Customized Solutions:
We understand that each application has unique requirements. Our expertise in designing and manufacturing customized PTFE Rotary Shaft Seals ensures that we can provide tailored solutions that meet the specific needs of your high-performance machinery.
Innovative Design Options:
For applications requiring higher peripheral speeds and tighter sealing, we offer hydrodynamic return feed in the PTFE lip or on the running surface. Our specially designed lip seals or running sleeves with precision-ground surfaces are ideal for these demanding applications.
Reliable Performance:
Our PTFE Rotary Shaft Seals are engineered to deliver reliable performance across various industries, ensuring that your machinery operates at peak efficiency with minimal downtime.
In conclusion, PTFE Rotary Shaft Seals from Advanced EMC Technologies are essential for high-performance machinery due to their superior chemical resistance, wide temperature range, high-speed capability, pressure stability, and customizable designs. Their versatility and reliability make them the preferred choice for industries that demand top-tier sealing solutions.
Let’s Connect:
If you found this information helpful, consider sharing it with your network. For more insights into our advanced sealing solutions and to discuss how we can meet your specific needs, don’t hesitate to reach out. Together, we can ensure your systems operate at peak efficiency with the most reliable sealing solutions available.
CONTACT US HERE FACEBOOK LINKEDIN
Feel free to contact Advanced EMC Technologies for more details or to request a customized solution for your application.
Repost this tip for your network ♻️ Thank you!