In industries where equipment is constantly exposed to harsh chemical environments, corrosion is a leading cause of premature seal failure, unplanned downtime, and costly maintenance. Even with protective coatings and careful material selection, metal is still vulnerable to pitting, stress corrosion cracking, and galvanic attack.
Certain engineering polymers are inherently resistant to the many forms that chemical degradation can take. They provide a proven and reliable solution to sealing even in some of the most corrosive environments.
This article reviews the basics of corrosion, explains why corrosion is not a problem for polymers, and discusses the most common engineering polymers used in sealing solutions.
Metals Sealing Solutions and Corrosion
Metal seals used to be chosen for their strength and rigidity, but their metallic composition makes them susceptible to various forms of corrosion. For example, uniform corrosion can occur when the entire surface is exposed to a reactive chemical, causing the material to gradually thin. Another example is pitting corrosion, which is very common in chloride-rich or acidic environments. This type of corrosion generates localized damage that can quickly compromise sealing integrity.
Galvanic corrosion is another issue, especially when dissimilar metals come into contact in the presence of an electrolyte. In addition, stress corrosion cracking can occur when tensile stress and a corrosive atmosphere act together, leading to sudden and unexpected failure. Once corrosion begins, sealing forces diminish, leakage risk increases, and imminent failure awaits if the seal is not replaced proactively.
Why Polymers Excel in Harsh Chemical Environments
Polymers do not experience galvanic corrosion because they are non-conductive. In addition, some high-performance polymers (e.g., PTFE) are chemically inert, meaning they will not react with acids, bases, or solvents. This level of chemical stability allows them to maintain their dimensions and mechanical properties even after years of exposure to aggressive media. When used with compatible chemicals, several engineering polymers do not experience pitting or stress corrosion cracking.
In addition to corrosion resistance, polymers offer low friction and reduced wear rates, which can extend the service life of both the seal and the mating surface. Some, like PTFE and UHMW-PE, provide self-lubricating properties that enable dry running. Their lighter weight can also benefit marine and transportation applications where every pound matters.

Commonly Used Materials for Seals in Harsh Chemical Environments
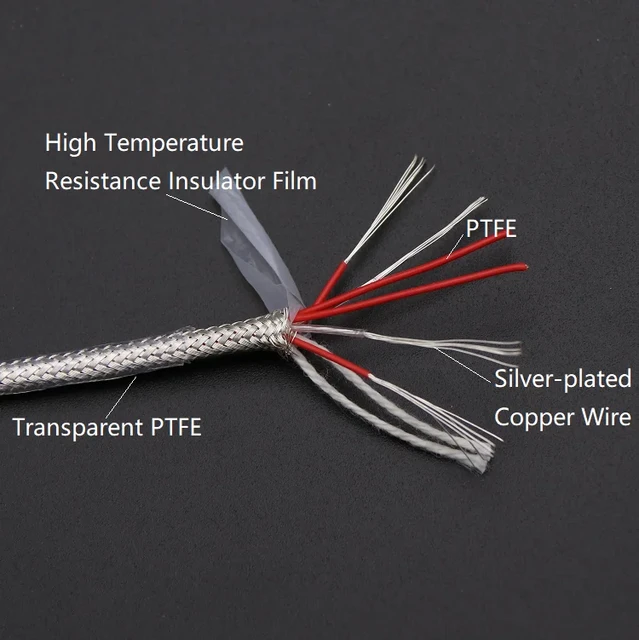
PTFE (Polytetrafluoroethylene)
PTFE (commonly known as Teflon) is one of the most widely used polymers for seals due to its exceptional chemical resistance, extremely low friction, and broad operating temperature range from -200°C to +260°C. It remains stable in the presence of almost all industrial chemicals, making it ideal for O-rings, gaskets, and dynamic seals used in even the most aggressive environments.
PEEK (Polyetheretherketone)
PEEK is a go-to choice for sealing applications that demand both chemical resistance and mechanical strength under high temperature and pressure. It maintains integrity in aerospace, oil and gas, and chemical processing environments where seals are subjected to extreme loads and aggressive media.
Hytrel (Thermoplastic Polyester Elastomer)
Hytrel has an unusual combination of flexibility with chemical resistance, making Hytrel sealing solutions exhibit reliable performance across a wide temperature range. It is commonly used in automotive, hydraulic, and pneumatic seals where both elasticity and resistance to fuels, oils, and industrial fluids are critical.
Kynar (Polyvinylidene Fluoride, PVDF)
Kynar, sometimes referred to as PVDF, provides excellent resistance to acids, bases, and organic solvents. Its stability under long-term chemical exposure makes it a reliable material for seals and gaskets in chemical processing equipment, including pumps, valves, and pipelines.
PPS (Polyphenylene Sulfide)
PPS offers high-temperature capability and chemical resistance, making it a strong candidate for sealing in automotive and industrial applications where both thermal cycling and aggressive fluids are present. It retains dimensional stability and mechanical performance under prolonged exposure to harsh conditions.
Performance Benefits in Harsh Chemical Environments
Polymer sealing solutions can avoid the problematic degradation mechanisms plaguing traditional metal seals. Corrosion immunity combined with other key seal properties allows them to maintain sealing pressure and integrity over more extended periods, reducing the frequency of replacements. Also, lower maintenance requirements translate into both cost savings and less downtime.
Materials with dry-running capability, such as PTFE or filled PEEK, allow operation without lubrication. This can be critical in environments where lubricants could be washed away or contaminated. In aerospace systems, the weight savings from polymer components alone can improve energy efficiency and handling.
Conclusion
When corrosion is a constant threat, polymer seals offer a long-lasting, low-maintenance alternative to traditional metal designs. The chemical resistance, dimensional stability, and low-friction properties of engineering polymers make them ideal as sealing solutions for harsh chemical environments. By specifying polymer seals early in the design phase, engineers can improve system reliability, reduce downtime, and lower lifetime costs.
Contact Advanced EMC or request a quote to discuss polymer sealing solutions engineered for your specific operating conditions and chemical challenges.