Hey there, innovators! Are you ready to unlock the secrets of the most incredible material in the universe? Look no further than PTFE sheets!
Imagine a material that’s like a superhero cape – it’s non-stick, chemical-resistant, and can withstand temperatures that would melt lesser materials like a popsicle on a hot summer day. Sounds like science fiction, right? But trust us, PTFE sheets are the real deal.

THE EVOLUTION OF PTFE UNRAVELING THE HISTORY AND ADVANCEMENTS IN PTFE FIBER AND POLYMER
What are PTFE Sheets?
PTFE (Polytetrafluoroethylene) sheets are made from a unique polymer that’s like a molecular ninja – it can dodge and weave around chemicals, heat, and even radiation like a pro. This means that PTFE sheets can be used in some of the most extreme environments on the planet, from the depths of space to the heart of a nuclear reactor.
Properties of PTFE Sheets:

Chemical Resistance: PTFE can withstand almost all chemicals.
High Temperature Tolerance: It remains stable from -200°C to +260°C.


Non-stick Surface: Few substances will permanently adhere to a PTFE coating.
Low Friction: PTFE has one of the lowest coefficients of friction of any solid.

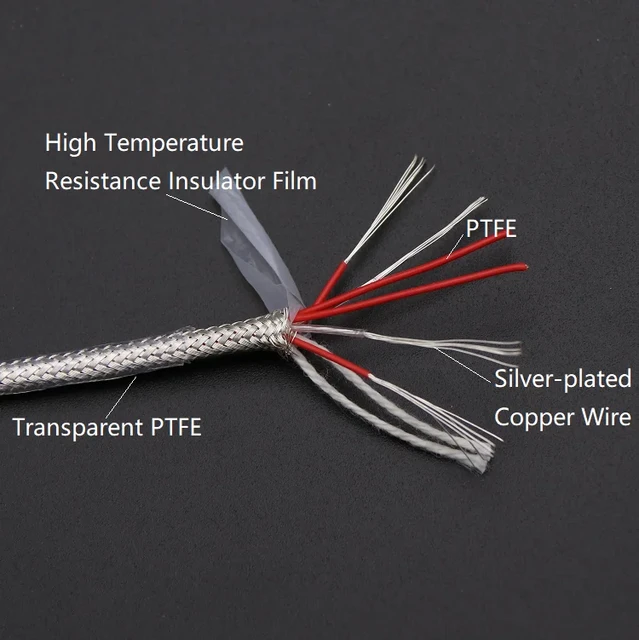
High Dielectric Strength: Excellent insulator for electrical components.
Non-Flammable: It is used in high-temperature environments without risk of fire.

Applications of PTFE Sheets
The possibilities are endless! With PTFE sheets, you can create:

Gaskets and Seals: Ideal for applications that require resistance to aggressive chemicals and high temperatures.
Bearings and Bushings: Provides a frictionless surface to reduce wear and tear.


Liners and Coatings: Protects equipment from corrosion and contamination.
Insulators and Dielectrics: Used in electrical applications due to its high dielectric strength.

Medical Devices: Biocompatible and used in various surgical instruments and implants.
Aerospace Components: Withstands the extreme conditions of space.

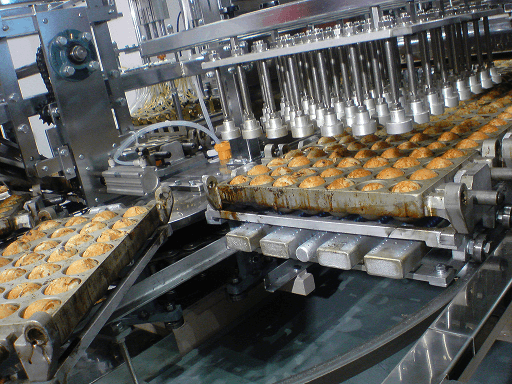
Food Processing Equipment: Non-stick and easy to clean, perfect for hygienic applications.
Energy Storage Systems: Durable and stable, ideal for use in batteries and fuel cells.

THE EVOLUTION OF PTFE: UNRAVELING THE HISTORY AND ADVANCEMENTS IN PTFE FIBER AND POLYMER
Real-World Applications of PTFE Sheets
PTFE sheets are used in a wide range of industries, from aerospace to medical devices. Here are some real-world examples of how PTFE sheets are being used:
Aerospace: PTFE sheets are used in the manufacture of aircraft and spacecraft components, such as seals, gaskets, and bearings. Their ability to withstand extreme temperatures and chemical exposure makes them ideal for these applications.
Medical Devices: PTFE sheets are used in the production of medical devices, such as implantable devices, surgical instruments, and diagnostic equipment. Their biocompatibility and non-stick properties make them suitable for a wide range of medical applications.
Food Processing: PTFE sheets are used in the production of food processing equipment, such as conveyor belts, seals, and gaskets. Their non-stick and chemical-resistant properties ensure hygiene and durability.
Energy Storage: PTFE sheets are used in the production of energy storage systems, such as batteries and fuel cells. Their thermal stability and chemical resistance enhance the efficiency and longevity of these systems.
Case Study: PTFE Sheets in Aerospace Applications
Background: A leading aerospace manufacturer was facing challenges with traditional sealing materials in their jet engines. The extreme temperatures and aggressive chemicals were causing frequent failures and maintenance issues.
Solution: The manufacturer switched to PTFE sheets for gaskets and seals. PTFE’s high thermal stability and chemical resistance provided a durable solution that could withstand the harsh operating conditions.
Results:
- Increased Reliability: The use of PTFE sheets significantly reduced the frequency of seal failures.
- Cost Savings: Maintenance costs dropped due to the longer lifespan of PTFE seals.
- Performance Improvement: The overall performance and efficiency of the jet engines improved, leading to higher customer satisfaction.

UNDERSTANDING THE DIFFERENT TYPES OF COMPOSITE BUSHINGS IN TECHNOLOGY
So…
So, what are you waiting for? With PTFE sheets, the possibilities are endless. Whether you’re a seasoned engineer or just starting out, we invite you to join the PTFE revolution!
PTFE sheets are incredibly versatile, offering unmatched chemical resistance, thermal stability, and non-stick properties. They are essential in various industries, from aerospace to medical devices, providing reliable and long-lasting solutions.
Ready to explore the incredible benefits and applications of PTFE sheets? Click here to get started or contact us at Advanced EMC Technologies today!
PTFE SHEET FLASH SALE!
Available Sizes and Pricing
Our PTFE sheets are available in a variety of thicknesses to meet your specific needs:
1/32″ Thickness
Price Per Sheet: $25.00
Weight Per Sheet: 6 lbs
1/16″ Thickness
Price Per Sheet: $50.00
Weight Per Sheet: 12 lbs
3/32″ Thickness
Price Per Sheet: $77.00
Weight Per Sheet: 18 lbs
1/8″ Thickness
Price Per Sheet: $100.00
Weight Per Sheet: 24 lbs
3/16″ Thickness
Price Per Sheet: $110.00
Weight Per Sheet: 35 lbs
Technical Data on PTFE Sheets
Polytetrafluoroethylene (PTFE)
Thickness Range: 0.79375 mm to 4.7625 mm
Sheet Sizes: 1219.2 mm x 1219.2 mm
Density: 2.2 g/cm³
Tensile Strength: 20-30 MPa
Elongation at Break: 300-500%
Hardness: Shore D 50-65
Temperature Range: -200°C to +260°C
Thermal Conductivity: 0.25 W/mK
Dielectric Strength: 60-80 kV/mm
Chemical Resistance: Excellent resistance to most chemicals, including acids, bases, and solvents
Water Absorption: <0.01%
Flammability: UL 94 V-0
Benefits of Our PTFE Sheets
Chemical Resistance: Withstand aggressive chemicals.
Thermal Stability: Maintain properties in extreme temperatures.
Non-stick Surface: Easy cleaning and maintenance.
Low Friction: Reduce wear and extend the life of mechanical parts.
High Dielectric Strength: Ideal for electrical applications.
Non-Flammable: Safe for high-temperature environments.
Additional Resources
- Advanced EMC Technologies PTFE Sheets Product Page
- PTFE Rotary Shaft Seals for Medical Devices
- PTFE Aerospace Seals
Contact Information:
- Phone: +1-918-994-7776
- Email: sales@advanced-emc.com
- Address: 2117 Yellowood Ave, Broken Arrow, OK 74012